








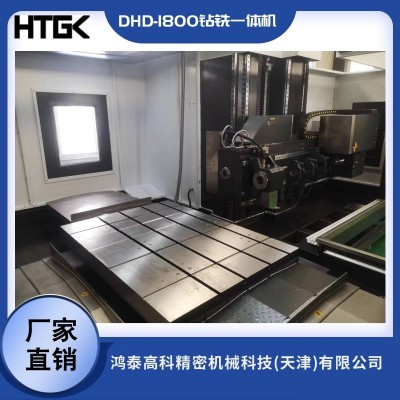
 DHD-1800钻铣一体机
DHD-1800钻铣一体机
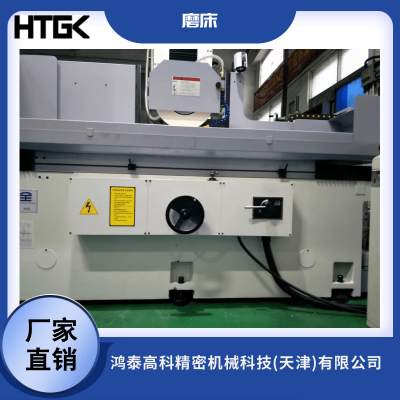
 JGS-612AHD自动平面磨床
JGS-612AHD自动平面磨床
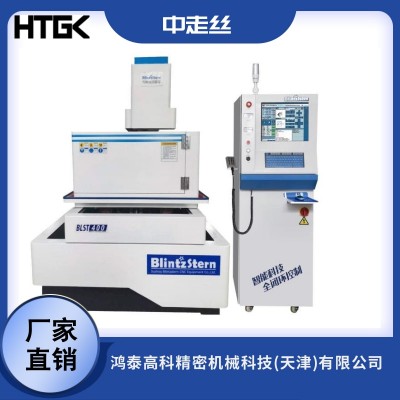
 BLST线切割中走丝
BLST线切割中走丝
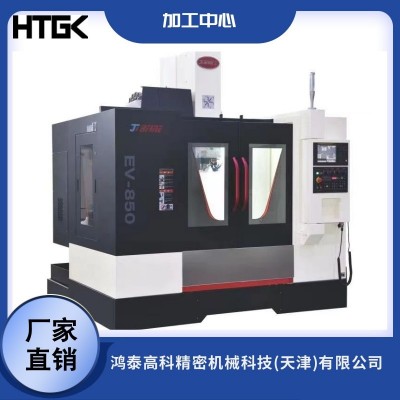
 科挺高速机
科挺高速机
 KX系列斜床数控车床报价
KX系列斜床数控车床报价
 穿孔机生产厂家
穿孔机生产厂家
 KW系列大型数控卧式车床
KW系列大型数控卧式车床
 火花机
火花机
 穿孔机
穿孔机
布林施坦中走丝



BlintzStern线切割控制系统显示界面
一、数控功能简介
全面支持G代码、M代码及宏指令,2D或3D图形显示
使用Auto CAD图形文件自动生成NC程序的功能
使用典型形状模块快速生成NC程序
斜度和变截面切割功能和程序自动生成功能
加工过程的预运行、加工过程的图形模拟运行
专家系统:
按照不同工件材料自动生成多次切割的程序
按照不同工件高度自动生成多次切割的程序
按照不同表面粗糙度要求自动生成多次切割的程序
按照不同电极丝直径自动生成多次切割的程序的间隙补偿量
凸凹模切削方向和补偿方向的自动生成
多次切割凸模时预留段的自动生成和单次或多次割段程序的自动生成
指令调用加工条件和控制高频脉冲电源参数功能
自动控制运丝速度和加工过程的丝速在线修改序
自动电极丝直径损耗补偿
自动清角功能
机床螺距高密度逐点补偿与反向间隙补偿定义方式
加工程序输入方式
界面编辑
专家系统自动生成
USB 输入
LAN或Internet 输入
超大规模NC程序运行空间
M(兆)级NC程序文件大小
100个坐标系的在线定义与切换
1000组加工参数的在线定义与切换
1000个变量定义
无限制子程序嵌套与递归调用
无限制外部文件嵌套调用
加工过程的2D或3D的在线图形显示
加工电源状态的实时采集与界面显示
加工过程的间隙波形或间隙平均电压的屏幕图形显示
加工过程在线更改加工参数
多任务功能支持加工过程在线进行其他加工程序的编辑和输入
加工程序实时起动/暂停/继续/终止
加工中止时的现场保存与现场恢复
程序倒走功能
坐标轴镜像与互换
机械坐标系的建立和坐标轴的螺距补偿和反向补偿
电极丝自动定位
接触感知点
腔体中心
角部定心
三点定圆心
两点定轴
简易手控盒装置
采用锂电智能UPS,非正常断电现场保存与现场恢复
功率输出采用AVR稳压供电(电网波动从-20%到+15%,供电电压波动《3%》从而确
保加工精度)
JOG运行速度可达1,000mm/min.
各轴的驱动马达带有断电相位记忆功能,断电再次上电后坐标位置不变
电极丝损耗自动补偿
独家具有精度补偿功能
独家真三维图形显示
独家两点定轴、三点定心
独家快速修刀功能
独家系统盘保护
独家系统回滚功能
独家远程升级