







 布林施坦400机床
布林施坦400机床
 高速高精加工中心
高速高精加工中心
 臥式加工中心機JVH-630A
臥式加工中心機JVH-630A
 汉霸火花机
汉霸火花机
 卧式加工中心机JVH-1000
卧式加工中心机JVH-1000
 3000W手持式激光焊接机
3000W手持式激光焊接机
 DB703电火花穿孔机
DB703电火花穿孔机
 DHD-1800钻铣一体机
DHD-1800钻铣一体机
 乔锋数控车床
乔锋数控车床
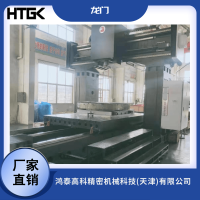
龙门-4228(标机)


一.机床的总体介绍
LM-4228型数控定梁龙门加工中心是我公司采用当代先进的机械、电气、液压等新技术设计、制造的一种性能优良、加工工艺范围广泛、精度及生产效率高的加工设备。机床采用了日本发那科公司具有目前世界先进水平的0IMF数控系统及αiI22主轴电机及进给驱动系统,可实现任意五轴四联动加工。
本产品应用范围广,加工能力强;主要适用于航空航天、造船、发电、军工、重机、机车、机床、纺织机械、印刷机械、模具制造等行业。机床具有钻、镗、铣、扩、铰、攻丝、直线插补、圆弧插补、纳米插补、三坐标联动等功能。主要对各种基础大件、板件、盘类件、壳体件、模具等多品种精密零件进行数控加工。具有高精度、高速度、高柔性、环保型特点。其性能指针和精度指针完全符合国家标准。产品经模块化设计,可以按市场需求进行产品系列化和客户化制造,其良好的性能价格比是国内外客户的最佳选择。
机床的设计符合ISO国际标准,所有零、部件和各种仪表的计量单位均采用国际单位制(SI)标准。
三.机床的主要技术参数
| 项目 | 单位 | 规 格 | |
工作台 | 尺寸(宽度×长度) | mm | 2000×4000 | |
T形槽(尺寸×数量×间距) | mm | 22×10×180 | ||
最大承重 | t | 18 | ||
龙门 | 两立柱间距 | mm | 2800 | |
主轴端面至工作台距离 | mm | 300~1300 | ||
行程 | X轴 | mm | 4200 | |
Y轴 | mm | 2800+550(铣头行程) | ||
Z轴 | mm | 1000 | ||
快速速度 | X轴 | mm/min | 10000 | |
Y/Z轴 | 12000 | |||
进给速度 | X/Y轴 | mm/min | 5~8000 | |
Z轴 | 5~8000 | |||
主轴 | 主轴额定功率 | Kw | 22/26 | |
主轴最大扭矩 | Nm | 770/1089 | ||
主轴转速 | rpm | 40~6000 | ||
主轴锥孔 | ISO 50 | |||
滑枕截面 | mm | 480×410(二线轨) | ||
精度 | 定位精度 | X | mm | 0.035(全长) |
Y | mm | 0.025(全长) | ||
Z | mm | 0.015(全长) | ||
重复定位精度 | X/Y/Z | mm | 0.023/0.020/0.015 | |
机床检验精度标准 | GB/T 19362.1—2003 | |||
其它 | 机床电源总容量 | KVA | 60 | |
气压 | bar | 6.5 | ||
机床重量(约) | T | 40 | ||
机床外形尺寸(长X宽X高) | mm | 11000*6400*5500 | ||
四.机床常用配件
序号 | 项目 | 制造商 | 原地 | 规格 |
1 | 控制系统 | FANUC | 日本 | 0iMF |
2 | 主轴马达 | FANUC | 日本 | 22/26KW |
3 | 三轴马达 | FANUC | 日本 | X/Y/Z:6/7/7 KW |
4 | 主轴 | 乔锋 | 国产 | BT50 6000rpm |
5 | 三轴滚珠丝杆 | 上银 | 台湾 | X80/20∶Y63/20∶Z50/10 |
6 | 导轨 | 上银 | 台湾 | X/Y/Z :2×55/3×55/2×65滚柱型线轨 |
7 | 轴承 | KOYO/NACHI | 日本 | 60TAB120/50TAB100/40TAB90 |
8 | 联轴器 | KTR/聚励合 | 德国/国产 | X/Y 40*35 Z 35*35 |
9 | 打刀系统 | 臻赏 | 台湾 | HD5.5T20S-01 |
10 | 电磁阀 | SMC/CKD | 日本 | 4GD210 |
11 | 主轴冷却系统 | 瑞科 | 国产 | RCO-30P2TS3 |
12 | 切削冷却马达 | 洛凯 | 国产 | LDPB2V-50 (650W) |
13 | 三点组合 | SMC/CKD | 日本 | W3000+M3000 |
14 | 断路器 | 施耐德 | 法国 | NSC160S3160,3P-160A |
15 | 继电器 | 欧姆龙 | 日本 | MY2N-GS |
16 | 开关电源 | 欧姆龙 | 日本 | S8FS-C35024 |
17 | 中央润滑系统 | 宝腾 | 国产 | BT—C2P6 |
18 | 液压站 | 七洋/森优 | 台湾 | 220V/50HZ |
19 | 两段变速齿轮箱 | GTP | 台湾 | 2G1317-3FE33 |
注:视供货期/技术改进等原因,制造商保留更换品牌的权利。
五、机床的主要结构特点
5.1.机床主轴
主传动采用主轴交流伺服电机作为动力源,通过变速箱将动力传递到主轴组。主轴组采用台湾知名品牌制造,具有高精度,高性能。变速箱及主轴组有恒温冷却,确保滑枕温度均匀,提高了主轴精度的稳定性和机床的加工精度,主轴箱部件采用双液压缸平衡机构,保证主轴箱的运动的稳定性。
5.2.各轴进给传动
X轴驱动——伺服电机通过减速机降速传动滚珠丝杠,带动工作台在床身上前后移动,实现X轴进给运动,并对丝杠进行预拉伸,以提高丝杠副的刚度。
Y轴驱动——伺服电机通过减速机降速传动滚珠丝杠,带动滑鞍在横梁上左右移动,实现Y轴进给运动。
Z轴驱动——伺服电机通过连轴器传动滚珠丝杠,带动主轴箱在滑鞍上上下移动实现Z轴进给。并且Z轴电机带有自动抱闸功能,在断电的情况下,自动抱闸将电机轴抱紧,使之不能转动。本轴采用双液压缸平衡机构,保证滑枕运动的稳定性。
5.3.基础件
机床的床身、工作台、立柱、横梁、滑枕和滑鞍等大件材质均为优质铸铁件,并经多次时效处理。机床总体结构设计采用了FEM有限元分析、优化技术,以便得到较高的刚性。本机床的床身、工作台为封闭的箱型结构,合理布置加强筋,并采用多点支承方式;立柱、横梁为大截面,纵横布有加强筋条,具有足够的抗弯、抗扭强度和较高的基础件刚性,可满足重负荷切削加工要求。
5.4.机床导轨
X轴导轨副——采用两条重载直线导轨,摩擦系数小,工作台灵敏度高,高速振动小,低速无爬行,定位精度高,伺服驱动性能优;同时承载能力大,切削抗振动性能好,可以改善机床性能特性,提高机床的精度和精度稳定性及机床的使用寿命。
Y轴导轨副——采用三条重载直线导轨,横梁采用大截面,导轨阶梯式布置,具有足够的抗弯刚度和抗扭刚度。
Z轴导轨——采用两条重载直线导轨,保证加工时切削平稳。
5.5.机床的液压系统及润滑系统
液压系统的主要控制部件均采用国内知名品牌,平衡可靠。
液压系统功能:滑枕平衡
机床润滑形式:自动稀油润滑导轨及丝杆。
5.6.机床的冷却系统及排屑系统
机床的冷却系统采用外冷却方式,其冷却液为乳化无腐蚀液体。
机床的排屑系统是通过床身两侧的排屑器输送到床身前端,并将切屑排放到集屑小车中。
5.7.机床的防护装置
床身导轨(X轴)采用防锈金属伸缩防护罩。
横梁导轨(Y轴)采用风琴式防护罩。
床身外防护采用简易式护罩(仅操作区及刀库侧防护)。
5.8.完善的保护措施
序号 | 功能 |
1 | 机床油压过热及泄露保护 |
2 | 主轴驱动器故障保护 |
3 | 主轴系统过载保护 |
4 | 装刀、卸刀与主轴启动互锁保护 |
5 | 三轴软极限防护 |
6 | 重力轴断电下滑保护 |
7 | 进给驱动器故障保护 |
8 | 进给系统过载保护 |