










 高速加工中心VH-85
高速加工中心VH-85
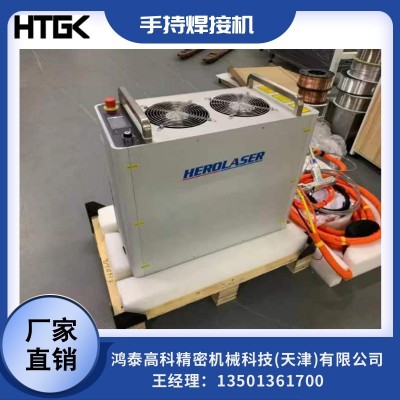 2000W手持焊接机
2000W手持焊接机
 KW系列平床身数控车床
KW系列平床身数控车床
 科挺高速机
科挺高速机
 KW系列平床身数控车床价格
KW系列平床身数控车床价格
 (DHD-1800)钻铣一体机
(DHD-1800)钻铣一体机
 布林施坦400机床
布林施坦400机床
 布林施坦630机床
布林施坦630机床
 KVC系列立式加工中心供应商
KVC系列立式加工中心供应商
 火花机
火花机
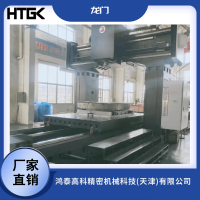
龙门加工中心LM-2013



一.机床的总体介绍
LM-2013型数控定梁龙门加工中心是我公司采用当代先进的机械、电气、液压等新技术设计、制造的一种性能优良、加工工艺范围广泛、精度及生产效率高的加工设备。机床采用了西门子公司具有目前世界先进水平的828D数控系统及1PH8137主轴电机及进给驱动系统,可实现任意三轴联动加工。
本产品应用范围广,加工能力强;主要适用于航空航天、造船、发电、军工、重机、机车、机床、纺织机械、印刷机械、模具制造等行业。机床具有钻、镗、铣、扩、铰、攻丝、直线插补、圆弧插补、纳米插补、三坐标联动等功能。主要对各种基础大件、板件、盘类件、壳体件、模具等多品种精密零件进行数控加工。具有高精度、高速度、高柔性、环保型特点。其性能指针和精度指针完全符合国家标准。产品经模块化设计,可以按市场需求进行产品系列化和客户化制造,其良好的性能价格比是国内外客户的最佳选择。
机床的设计符合ISO国际标准,所有零、部件和各种仪表的计量单位均采用国际单位制(SI)标准。
三.机床主要技术参数
| 项目 | 单位 | 规 格 | ||
工作台 | 尺寸(宽度×长度) | mm | 1100×2200 | ||
T形槽(尺寸×数量×间距) | mm | 22×7×150 | |||
最大承重 | t | 5 | |||
龙门 | 两立柱间距 | mm | 1300 | ||
主轴端面至工作台距离 | mm | 200~1000 | |||
行程 | X轴 | mm | 2000 | ||
Y轴 | mm | 1300+200(换刀行程) | |||
Z轴 | mm | 800 | |||
快速速度 | X轴 | mm/min | 12000 | ||
Y/Z轴 | 12000 | ||||
进给速度 | X/Y轴 | mm/min | 1~8000 | ||
Z轴 | 1~8000 | ||||
主轴 | 主轴额定功率 | Kw | 17 | ||
主轴最大扭矩 | Nm | 215/297 | |||
主轴转速 | rpm | 6000 | |||
主轴锥孔 | ISO 50 | ||||
滑枕截面 | mm | 440×360 | |||
精度 | 定位精度 | X | mm | 0.015(全长) | |
Y | mm | 0.012(全长) | |||
Z | mm | 0.010(全长) | |||
重复定位精度 | X/Y/Z | mm | 0.015/0.012/0.010 | ||
机床检验精度标准 | GB/T 19362.1—2003 | ||||
其它 | 机床电源总容量 | KVA | 45 | ||
气压 | bar | 6 | |||
机床重量(约) | T | 16 | |||
机床外形尺寸(长X宽X高) | mm | 6200*4100*4200 | |||
四.机床常用配件
序号 | 项目 | 制造商 | 原地 | 规格 |
1 | 控制系统 | 西门子 | 德国 | 828Dsl |
2 | 主轴电机 | 西门子 | 德国 | 17KW(1PH8137) |
3 | 三轴电机 | 西门子 | 德国 | X/Y/Z:5.2/5.2/5.2 KW(1FK7103) |
4 | 主轴 | 数格 | 台湾 | BT50 6000rpm(皮带式) |
5 | 三轴滚珠丝杆 | THK/银泰 | 日本/台湾 | C3级X63/12∶Y50/10∶Z50/10 |
6 | 导轨 | THK/INA | 日本/德国 | X/Y:45/45 Z:65 三轴滚柱线轨 |
7 | 轴承 | KOYO/NACHI | 日本 | P4级X:50TAC100B Y/Z:40TAC72B |
8 | 联轴器 | KTR/聚励合 | 德国/国产 | X 40*38 Y/Z 35*38 |
9 | 打刀系统 | 臻赏 | 台湾 | HD5.5T20S-01 |
10 | 电磁阀 | SMC | 日本 | SY5120-5DZD-01 |
11 | 主轴冷却系统 | 同飞 | 国产 | MCO-15C/X-10L1Z-3225 |
12 | 切削冷却电机 | 洛凯 | 常州 | LDPB4V-40-1000W |
13 | 三点组合 | SMC | 日本 | AW30-03D-B+AFM30-03D-B |
14 | 断路器 | 施耐德 | 法国 | NSC100B3100,3P-100A |
15 | 继电器 | 欧姆龙 | 日本 | MY2N-GS |
16 | 开关电源 | 欧姆龙 | 日本 | S8FS-C35024 |
17 | 中央润滑系统 | 宝腾 | 国产 | BTA—C2P4—226 |
18 | 液压站 | 七洋/森优 | 台湾 | 220V/50HZ |
五、机床的主要结构特点
5.1.机床主轴
主传动采用主轴交流伺服电机作为动力源,通过皮带将动力传递到主轴组。主轴组采用知名品牌制造,具有高精度,高性能。主轴组有恒温冷却,确保滑枕温度均匀,提高了主轴精度的稳定性和机床的加工精度,主轴箱部件采用双液压缸平衡机构,保证主轴箱的运动的稳定性。
5.2.各轴进给传动
X轴驱动——伺服电机通过联轴器传动滚珠丝杠,带动工作台在床身上前后移动,实现X轴进给运动,并对丝杠进行预拉伸,以提高丝杠副的刚度。
Y轴驱动——伺服电机通过联轴器传动滚珠丝杠,带动滑鞍在横梁上左右移动,实现Y轴进给运动。
Z轴驱动——伺服电机通过联轴器传动滚珠丝杠,带动主轴箱在滑鞍上上下移动实现Z轴进给。并且Z轴电机带有自动抱闸功能,在断电的情况下,自动抱闸将电机轴抱紧,使之不能转动。本轴采用双液压缸平衡机构,保证滑枕运动的稳定性。
5.3.基础件
机床的床身、工作台、立柱、横梁、滑枕和滑鞍等大件材质均为优质铸铁件,并经多次时效处理。机床总体结构设计采用了FEM有限元分析、优化技术,以便得到较高的刚性。本机床的床身、工作台为封闭的箱型结构,合理布置加强筋,并采用多点支承方式;立柱、横梁为大截面,纵横布有加强筋条,具有足够的抗弯、抗扭强度和较高的基础件刚性,可满足重负荷切削加工要求。
5.4.机床导轨
X轴导轨副——采用二条重载型直线导轨,摩擦系数小,工作台灵敏度高,高速振动小,低速无爬行,定位精度高,伺服驱动性能优;同时承载能力大,切削抗振动性能好,可以改善机床性能特性,提高机床的精度和精度稳定性及机床的使用寿命。
Y轴导轨副——采用二条重载型直线导轨,横梁采用大截面,导轨阶梯式布置,具有足够的抗弯刚度和抗扭刚度。
Z轴导轨——采用二条重载直线导轨,保证加工时切削平稳。
5.5.机床的液压系统及润滑系统
液压系统的主要控制部件均采用国内知名品牌,平衡可靠。
液压系统功能:滑枕平衡
机床润滑形式:自动稀油润滑导轨及丝杆。
5.6.机床的冷却系统及排屑系统
机床的冷却系统采用外冷却方式,其冷却液为乳化无腐蚀液体。
机床的排屑系统是通过床身两侧的排屑器输送到床身前端,并将切屑排放到集屑小车中。
5.7.机床的防护装置
床身导轨(X轴)采用防锈金属伸缩防护罩。
横梁导轨(Y轴)采用风琴式防护罩。
机身外防护采用全防护户罩(不封顶)。
5.9.完善的保护措施
序号 | 功能 |
1 | 机床油压过热及泄露保护 |
2 | 主轴驱动器故障保护 |
3 | 主轴系统过载保护 |
4 | 装刀、卸刀与主轴启动互锁保护 |
5 | 三轴软极限防护 |
6 | 重力轴断电下滑保护 |
7 | 进给驱动器故障保护 |
8 | 进给系统过载保护 |
六、机床电气系统
6.1.机床采用西门子公司828D型数控系统,配10.4″彩色液晶显示器+薄膜操作按键;显示器正面有以太网接口、CF卡接口、USB接口,显示器背面有以太网接口和RS232C接口,操作界面为中文显示。
828D型数控系统的基本功能:
序号 | 功能 | 说明 | ||
硬件配置 | ||||
1 | 控制轴数 | 5 | ||
2 | 联动轴数 | 任意4个进给轴 | ||
3 | 轴名称 | X、Y、Z、A、C | ||
4 | 显示器+MDI操作面板 | 10.4”型操作面板 | ||
5 | 操作区域 | 包含了7个操作区,8个水平和垂直软件键
| ||
6 | 机床操作面板 | 1个 | ||
7 | RS232接口 | 1个 | ||
8 | USB接口 | 1个 | ||
9 | PLC程序 | 西门子STEP7专用编程软件 | ||
10 | PLC功能 | 4096标志位,128个计时器、64个计数器,DB块64个 | ||
11 | 以太网接口 | 2个 | ||
系统功能 | ||||
1 | 运行方式组 | 1个 | ||
2 | PLC控制轴 | |||
3 | 每根轴最大测量系统数量 | 2个 | ||
4 | 进给倍率 | 0~120% | ||
5 | 旋转轴 | |||
6 | 可编程加速度控制 | |||
7 | 跟踪方式 | |||
8 | 进给插补 | |||
9 | 倒角和倒圆角 | |||
10 | 运行到固定位置 | |||
11 | 主轴倍率 | 50~120% | ||
12 | 齿轮传动级 | 5级 | ||
13 | 主轴定向 | |||
14 | 主轴切换到轴模式 | |||
15 | 攻丝或刚性攻丝 | |||
16 | 前馈功能 | |||
17 | 笛卡尔点到点运行 | |||
18 | 第1级测量 | |||
19 | 手轮叠加 | |||
20 | 精优曲面 | |||
21 | 异步子程序 | |||
22 | 丝杆螺距误差补偿 | |||
23 | 过象限误差补偿 | |||
24 | 反向间隙补偿 | |||
25 | 自定义用户界面 | |||
26 | 模拟 | |||
27 | 用户变量的明文显示 | |||
28 | 访问保护 | |||
29 | 屏幕明暗调节 | |||
30 | 在线帮助 | |||
31 | 测量系统误差补偿 | |||
32 | 轻松扩展机床选件 | |||
33 | 自动伺服优化 | |||
34 | 刀具管理功能 | |||
35 | 手动自动测量刀具和工件 | |||
插补功能 | ||||
1 | 直线插补 | |||
2 | 经过中心点和终点的圆 | |||
3 | 经过插补点的圆 | |||
4 | 螺旋线插补 | |||
5 | 非均匀有理B样条 | |||
6 | 用于3轴压缩器 | |||
编程 | ||||
1 | 编程语言DIN66025及扩展 | |||
2 | 子程序调用 | |||
3 | 极坐标 | |||
4 | 1/2/3点轮廓 | |||
5 | 公英制尺寸切换 | |||
6 | 反比时间进给 | |||
7 | 辅助功能 | |||
8 | 读/写系统变量 | |||
9 | 间接编程 | |||
10 | 程序跳转及分级 | |||
11 | 算术和三角函数 | |||
12 | 字符串功能 | |||
13 | 钻削和铣削工艺循环 | |||
14 | 程序编辑器 | |||
15 | 在线ISO语言编译器 | |||
16 | 比较运算和逻辑运算 | |||
17 | 控制结构 | IF ELSE, WHILE,FOR,REPEAT LOOP | ||
18 | 用户循环 | |||
19 | 平面上刀具半径补偿 | |||
安全保护功能 | ||||
1 | 工作区域限制 | |||
2 | 软限位监控 | |||
3 | 定位监控 | |||
4 | 静态监控 | |||
5 | 夹紧监控 | |||
6 | 2D/3D保护区 | |||
7 | 轮廓监控 | |||
8 | PLC执行的轴限位 | |||
9 | 主轴转速限制 | |||
10 | 再生运行 | |||
11 | 时钟、过热、电压、断线、电流、、短路、风扇转速等监控 | |||
操作方式 | ||||
1 | AUTOMATIC自动 | 包括程序运行、程序中断、空运行、单程序段、DNC方式等 | ||
2 | JOG(手动)调整 | 包括REF方式、快移方式、参考点返回方式 断点返回 | ||
3 | 手轮操作 | ×1、×10、×100 | ||
4 | MDA手动数据输入 | |||
操作和显示 | ||||
1 | 动作日志 | |||
2 | PLC状态显示 | |||
3 | 梯形图显示 | |||
4 | PLC远程诊断 | |||
5 | 调试跟踪 | |||
6 | 程序错误显示、 | |||
7 | 操作错误显示 | |||
8 | 实际切削速度显示 | |||
9 | 中、英文菜单显示 | |||
10 | 报警和信息显示 | |||
数据通讯 | ||||
1 | 以太网功能 | 通过以太网接口进行数据输入输出 | ||
6.2.电柜部分
电柜安全防护等级符合IP54标准,电柜采用全封闭结构。
七、随机附件
序号 | 名称 | 型号及规格 | 数量 | 生产厂家 |
1 | 地脚螺丝 | M36×2P×125×Ø17 | 1台套 | 国产 |
2 | 地锚螺栓及螺帽 | M16×500L | 1台套 | 国产 |
3 | 机床垫铁 | Ø140×Ø22×60 | 1台套 | 国产 |
4 | 随机工具箱 | 内六角扳手2.5-10 一字螺丝刀 十字螺丝刀 开口扳手32号梅开口扳手 风枪及弹簧风管 玻璃胶 | 1套 | 国产 |
5 | 排屑器 | 两螺一链+接屑车 | 1套 | 国产 |
6 | 主轴油冷机 | 同飞 | 1套 | 国产 |
7 | CF卡 | 2G | 1PCS | 国产 |
8 | USB读卡器 | 1PCS | 国产 | |
9 | 网线 | 5米 | 1PCS | 国产 |
10 | 变压器 | 15KVA | 1PCS | 国产 |
八、特殊附件
九.机床制造、验收标准
9.1.GB9061-2006 《 金属切削机床通用技术条件》
9.2.GB5226.1-2008 《 机械安全 机械电气设备 第1部分:通用技术条件》
9.3.JB/T10051-1999 《金属切削机床液压系统通用技术条件》
9.4.GB15760-2004 《 金属切削机床安全防护通用技术条件》
9.5.JB/T6600-1993 《数控龙门镗铣床技术条件》
9.6.GB/T 19362.1-2003 《龙门镗铣床检验条件 精度检验》
十.机床安装调试验收培训
10.1用户需要进行的机床安装前的准备
地基准备:
Ø 根据制造商提供的地基图纸,找专业设计院根据用户土壤实际情况设计地基施工图。
Ø 按照专业地基施工图制作地基,地基必须是坚固、有刚性、平滑的混凝土地基,并达到制造厂商地基图纸的各项要求.
Ø 地基打好,待混凝土完全凝固后,方可安装机床。(水泥养护时间约为10~15天)
进线电源准备:
Ø 3相交流380V±10%,50Hz±2%,用户提供从厂房电源到机床电柜的电源线和电气柜到单独接地点的地线,地线部分要求单独接地。
工具吊具准备:
Ø 启箱工具、起吊设备及吊装绳索
检具准备:
Ø 角尺(L=400)、平尺(L=1000)、千分表、磁力表座、方规(L≥315)、等高垫块、检棒等;
其他:
Ø 灌浆工具、脚杆衬套等
10.2机床安装
Ø 在机床到达目的地前用户应事先作好地基安装及二次灌浆准备(合同签订并生效后,标准型机床制造商一个月内负责提供地基图纸),以免对机床精度造成重大影响。
Ø 在机床到达目的地后,用户负责卸货及安装调试期间的吊运,安全移至工作位置后制造商负责初调,用户进行二次灌浆。
Ø 调试人员前往之前,用户需完成制造商提出的安装前准备工作。
Ø 用户需提前两天通知制造商进行调试,且在安装调试之前,由用户和服务人员共同开箱,按合同数量及装箱单清点,用户按地基图要求进行施工,三相电源线引到电气柜,提供起重设备并配合制造商安装调试人员;
Ø 安装和调试工作结束后,进行机床的终验收。
10.3机床验收
机床验收一般分为两步:预验收和终验收
预验收在供方现场进行,由需、供双方共同完成;
终验收在需方现场,双方共同进行;周期约30-35天,供方可加班力争提前。
预、终验收的依据是供需双方所签定的机床合同、技术协议以及机床出厂合格证等,终验收所需专用量、检具由供方准备。终验收时按照机床安装说明书中《安装所用的部分用户自备设施、器具》准备。需方负责机床基础施工、二次倒运,地脚二次灌浆现场吊车及吊具(包括操作工人),需方负责提供通用量、检具。并为供方安装人员提供工作及食宿方便。
终验收所用的试件由需方按照供方所供机床合格证中所注明的图纸准备。终验收合格后,双方签署终验收报告;从签字日期计算保修期。
十一.培训与技术服务
11.1培训:为使需方掌握、操作和维修机床,技术培训分两次进行。预验收时供方对需方提供5~6人在供方的4个工作日的机械、电气的技术培训。
机床在买方现场进行安装调试工作时,买方维护、操作人员同时参与此项工作,进一步培训机床的使用和维修。
11.2技术服务:机床质保期一年。设备在三包期内出现故障,24小时内有回复,必要时我们将在48小时内赶到现场处理故障,免费服务并免费更换损坏零件。
机床保修期过后,供方提供广泛优惠的技术支持和服务以及备件供应。
十二、随机提供技术文件
序号 | 名称 | 数量 |
1 | 操作说明书 | 1份 |
2 | 电气原理图 | 1份 |
3 | 出厂合格证 | 1份 |
4 | 装箱单 | 1份 |
5 | 机床附件资料 | 1份 |
6 | 机床地基图 | 1份 |
十三.机床运行环境及检测要求
13.1机床工作环境
机床工作环境好坏,对保证机床性能和正常工作有着直接的关系,如果温度过高会造成数控系统中控制机构失灵或出现故障;温度过低又会使润滑系统和液压系统工作条件恶化造成机床故障或损坏机床零件。因此我们建议该机床在以下条件下使用:
Ø 机床应放置于室内且干燥的环境中。机床基础按照机床地基要求进行制作。
Ø 电源电压:3相交流380V±10%,电源频率:50Hz±2%。超出此范围用户需自行购买稳压电源。
Ø 环境空气温度:-5℃~40℃范围内;
Ø 湿度:相对湿度不超过75% ,且湿度变化不引起冷凝。
Ø 空气中粉尘浓度不得大于10mg/m3,不得含酸、盐和腐蚀气体。
Ø 大气压强86~106kpa
Ø 机床安装要远离振源、热源。机床安装所在厂房内的动力要在0.5G以下(G为重力加速度)。
13.2机床精度检验条件
为满足机床按规定精度运转,请用户按照下述要求检验。
机床精度检验时,环境温度应保持现在-5~40℃范围内符合:
机床和检具应在检测环境中放置足够长的时间(最好过夜)以确保在检验前达到热稳定状态。应避免气流和外部辐射,如阳光、外部热源等。
在检验前12h和检验过程中以℃/h为单位的环境温度变化率应在上述要求的范围内。
检测中连续地趋近任一特定的目标位置时,若偏差成一有序序列,应考虑热状态尚不稳定,则应通过升温运转使这些趋势减至最低限度。